ラミネート接着剤を選択する際、エナメル質が不足していたり象牙質が露出したケースで接着力が低下し、悩まれることが多いのではないでしょうか。エッチング時間からシラン処理まで変数は多く、汚染管理も容易ではありません。この記事では、ラミネート接着剤の安定したボンディングの秘密を段階別に整理してご紹介します。
【韓国歯科】ラミネート接着剤完全ガイド:構成原理から産業別適用事例まで一目で整理
ラミネート接着剤の核となる構成要素と作用原理
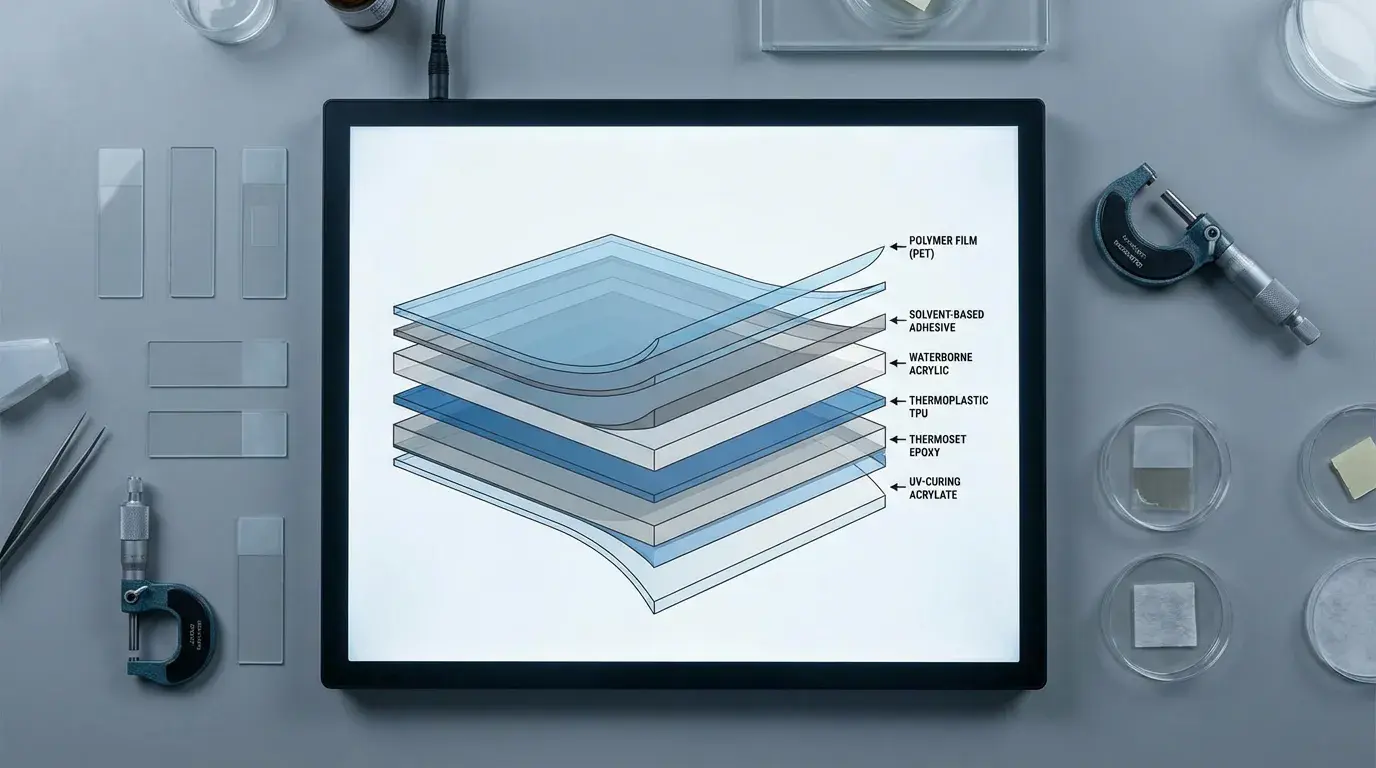
ラミネート接着剤は、異なる素材のフィルムやボードを強固に結合させ、一つの構造体にする役割を果たします。主にポリウレタン、アクリル、エポキシ系の樹脂が使用され、目的に応じて熱硬化型・熱可塑性・UV硬化システムに分けられます。接着層は素材の表面を濡らすことで分子間結合を形成し、硬化後は耐熱性と透明性を維持するように設計されています。
主要な樹脂系と構造的特徴
製品は剤形によって水性ボンドタイと溶剤型ボンドの特徴に区分されます。水性系は揮発性有機化合物(VOC)の放出が少なく、環境親和性が高いため、作業者の安全指針を満たしやすいです。一方、溶剤型は被着面の濡れ性が良く、高光沢フィルムや金属層の接着に適しています。また、熱硬化性樹脂は二成分の化学反応によって強固なネットワークを形成し、耐水性評価や耐熱性グレードにおいて優れた結果を示します。
| 接着剤のタイプ | 主な成分 | 主な特徴および適用工程 |
|---|---|---|
| 溶剤型 | PU・アクリル | 優れた濡れ性、高速ラミネーション適用 |
| 水性型 | アクリル・固形分ラテックス | 環境配慮型、包装材コーティング用 |
| 熱可塑性接合剤 | EVA・ポリエステル | 再加熱可能、熱融着ラミネーションに適合 |
| 熱硬化性樹脂 | 2液型PU・エポキシ | 架橋構造、耐水・耐熱性に優れる |
| UV硬化ソリューション | アクリレート系 | 低温・速硬型、生産効率の向上 |
最新技術と親和的な転換
最近ではUV硬化ソリューションと水性系ラミネート接着剤が共に注目されています。UVシステムは低温でも素早く硬化してエネルギー消費を抑え、硬化時間の比較データでも優れた性能を示します。水性製品は作業の安定性と環境性を高め、VOC低減製品および無毒性オプションの比較において高い評価を得ています。これらの技術は、食品包装、インテリアフィルム、電子素材など、さまざまな産業で効率的な工程を可能にします。
このような材料的特性を理解することは、実際の製品種類の案内を参考にしたり、工程に合った接合剤を決定したりする際に役立ちます。
産業用ラミネート接着剤の製品種類と性能評価基準

ラミネート接着剤は、包装材、インテリアボード、自動車内装材など、さまざまな産業現場でフィルムと基材を強固に結合する核心素材です。製品種類の案内を参考に用途と性能グレードを正確に区分し、接合強度試験や耐水性評価などの国際規格テストを通じて客観的な品質を確認することが重要です。
主要製品群の比較:プレミアム vs 経済型
産業用ラミネート接着剤は、大きく高性能なプレミアム産業用フォーミュラと、コストパフォーマンス中心の経済型ラインアップに分けられます。これら二つのグループは、樹脂組成、硬化時間の比較、作業温度範囲、耐熱性グレードにおいて明確な違いがあります。
| 区分 | 構成樹脂 | 硬化時間 | 適用温度範囲 | 耐熱性グレード | 価格帯 |
|---|---|---|---|---|---|
| プレミアムグレード | 2液型ポリウレタン・エポキシ | 4~8時間 | -20~200 °C | 高 (200 °C 以上) | 中~高価 |
| 経済型グレード | 水性アクリル・EVA | 8 ~ 24時間 | -10~120 °C | 中 (120 °C 以下) | 低 ~ 中価 |
プレミアム産業用フォーミュラは高温・高湿環境下でも安定した接着力を維持し、経済型ラインアップは一般的な室内環境や短期使用製品に適しています。価格帯別ガイドを参考にすれば、予算と性能要件に合わせて最適な製品を選択することが可能です。
性能評価における代表的な試験項目
各ラミネート用接着剤は、接合強度試験、耐水性評価、耐熱性グレードの検証を経て、産業別の要求水準を満たす必要があります。例えば、PLAフィルム用無溶剤接着剤は、23°Cで24時間の硬化時間比較後、6.8 N/15 mmの接着力を示します。
- ASTM D903:180°剥離試験 – 層間剥離抵抗評価
- ASTM D1002:せん断ラップ試験 – 金属・フィルム接合強度測定
- ISO 4587:単純重ね合わせ接着せん断試験 – 熱・湿度条件下での耐久性評価
- ISO 11339:T型剥離試験 – フレキシブルフィルム・ホイルの接合確認
これらのASTM関連試験法およびISO適用標準の結果は試験室テスト項目に分類され、データシートの解釈とともに製品別のMSDS(安全データシート)を検討することで、現場環境に即した安全性と信頼性を確保することができます。特にブランド比較分析を通じて、同一条件における複数製品の性能差を一目で把握することは、信頼できる供給先を選定する上で大きな助けとなります。
次のパートでは、接着性能をさらに左右する表面前処理方法や作業温度範囲といった作業条件について詳しく見ていきます。
ラミネート接着剤適用のための表面前処理および作業条件

ラミネート接着剤の性能を最大限に引き出すためには、表面前処理方法と温・湿度、圧力といった作業条件を正確に管理する必要があります。塗布前に基材表面の油分や埃を除去し、コロナ処理またはフレーム処理で表面エネルギーを42 dyne/cm以上に確保することで、均一な接着が可能になります。このような接合面準備のコツを守ることで、初期接着力と耐久性が大幅に向上します。
- 粘度測定ガイドを参考に、粘度を2,000〜6,000 mPa・sの範囲に調整することで、一定の流動性が維持されます。
- 厚み別の適用法としては、20〜60 µm程度の均一な塗布が推奨されます。
- 圧着工程は、適正圧着時間である1〜3分間、0.3〜0.5 MPaの圧力を維持してください。
- 温度制御の要領として、25〜40°Cの範囲で運用することで、硬化が安定します。
- 作業中、皮膜が乾燥したり重複塗布されたりしないよう、一定の速度でラミネーションを進行してください。
- 工程前後の接合面準備のコツとして、洗浄・乾燥・異物除去のプロセスを繰り返し点検することで、不良率を減らすことができます。
最後に作業者安全指針を徹底して守る必要があります。溶剤型ボンドを扱う際は、十分な換気とともにP2級マスク、NBR手袋、保護メガネを着用しなければなりません。最近ではVOC低減製品や無溶剤の水性ボンドタイプが増え、作業環境が改善されています。このような変化は、作業者の安全だけでなく環境規制への対応という側面でも重要です。
表面と工程条件を制御した後は、次の段階として実際の使用環境における耐久性評価と接合強度試験の結果を検証する必要があります。
ラミネート接着剤の耐久性および品質検証手順

ラミネート接着剤の品質は、単なる接着力だけで評価されるものではありません。長期安定性を確認するさまざまな試験を経て、初めて真の性能を把握することができます。製造段階では耐水性評価、耐熱性グレード、化学抵抗性テストなどを実施し、製品別の硬化時間の比較結果から工程への適合性を判断します。
主要試験項目および合格基準
ラミネート接着剤の耐久性は、以下の試験で検証されます。
- 耐水性評価:70 °Cの蒸留水に100時間浸漬した後、接合強度試験を実施し、剥離強度が80%以上維持されているかを確認します。
- 耐熱性グレード:180 °Cで1時間露出した後、変色やひび割れがないかをチェックします。
- 耐摩耗性分析:テーバー摩耗試験機で1,000回回転させた後、被膜の損傷が0.05 mm以下であるかを測定します。
- 化学抵抗性テスト:5% NaCl溶液および30% エタノール溶液に24時間露出させた際、剥離の発生が10%以下であるかを確認します。
- 硬化時間の比較:20 °Cで24時間の完全硬化、および60 °C加熱時に3時間以内に短縮されるかを確認し比較します。
- 加速老化試験:$85\,^{\circ}\mathrm{C}$ / $85\%$ RHの環境で500時間露出させた後、物性が70%以上維持されているかを評価します。
| 試験項目 | 評価基準 | 試験条件 |
|---|---|---|
| 耐水性 | 剥離強度 80% 以上 | 70°C 蒸留水 100h 浸漬 |
| 耐熱性 | 変色・ひび割れなし | 180°C × 1h 露出 |
| 化学抵抗性 | 剥離 ≤10% | NaCl 5%, EtOH 30%, 24h |
| 加速老化 | 物性 70% 維持 | 85°C / 85%RH 500h |
| 硬化時間 | 完全硬化の確認 | 20°C 24h または 60°C 3h |
| 品質管理チェック項目 | 粘度・固形分・外観正常 | 入庫・出荷前の全数検査 |
長期耐久性確保のための管理ポイント
長期耐久性研究の結果によると、ラミネート接着剤は二重密封で保管し、6ヶ月の有効期限内に使用することで性能が安定的に維持されます。品質管理チェック項目には、粘度、固形分含有量、接着強度、外観不良(気泡・異物の混入有無)が必ず含まれなければなりません。
このような品質確認後には、実際の産業分野別の適用事例を通じて実務への理解を深めることができます。
産業別ラミネート接着剤の適用事例および最適選択ガイド

産業現場ごとに要求される性能が異なるため、用途に合ったラミネート接着剤を選択することが重要です。以下は、代表的な産業群の実際の家具製造の適用事例に基づいた比較と選択基準です。
- 包装材フィルム層の結合:水性PU系接着剤でPET・Al・PE積層フィルムの素材別特性に合わせて結合すれば、6.5 N/15 mmの接着力を確保できます。主に食品包装に使用され、VOC低減製品基準を充足します。
- 家具製造の適用事例:2液型エポキシ系樹脂でMDFボードとPVCフィルムを接合すると、180°Cの熱露出後も変形がほとんどなく、耐熱性グレードと密着性に優れています。
- 自動車内装素材:ホットメルト接合技術を適用した熱可塑性接着剤は、$-30 \sim 120,^{\circ}\mathrm{C}$のサイクル200回の接合強度試験でも亀裂なく維持され、耐久性の検証を終えています。
- 電子機器パネルの接合:UV硬化ソリューション(アクリル系製品)により95%の光透過率を確保し、ディスプレイの透明度が優れています。
ラミネート接着剤の選択基準 3段階
- 用途把握 – 包装、厨房家電の組み立て、建築外装施工など、目標製品の耐熱性グレード・耐水性評価の要求条件をまず確認してください。
- 素材分析 – PET、PVC、金属積層などフィルム素材別の特性に応じて、水性ボンドタイプ・溶剤型ボンドの特徴・熱可塑性接合剤タイプを決定します。
- 生産環境検討 – 作業温度範囲、硬化時間の比較、圧着速度を考慮し、最適製品種類の案内を選択します。
ブランド比較分析の結果、ドイツ・日本のプレミアム産業用フォーミュラは高熱・高湿環境に適しており、国産の無毒性オプション比較ラインは無溶剤・VOC低減製品として大量生産ラインに効率的です。厨房家電の組み立て現場でも、このような国産の環境配慮型接着剤が徐々に採用されています。
費用削減および供給先戦略
大量購入特典時には単価交渉の余地が高まり、OEM契約を通じてコスト削減のヒントを確保できます。また、接合強度試験データを提供する信頼できる供給先を選定すれば、不良率の低減と工程の安定性確保に役立ちます。
価格帯別ガイドを参考にすれば、経済型ラインアップからプレミアム産業用フォーミュラまで、予算に合わせた選択が可能です。接合面の準備チップと表面前処理方法を併用することで、接着性能をさらに向上させることができます。
それでは、生産工程全体の安全管理と環境規制への対応方法について確認していきます。
ラミネート接着剤の安全管理・環境規制および保管ガイド
ラミネート接着剤を取り扱う際は、作業者の健康と周辺環境を同時に守らなければなりません。最近ではVOC低減製品の基準がより厳格化されており、トルエンやMEK(メチルエチルケトン)などの揮発性有機化合物は 0.1 wt% 以下、総放出量も 10 g/L 未満に抑える必要があります。
さらに、欧州の REACH規則や韓国の化学物質登録評価法(K-REACH)で要求される「有害物質規制情報」を充足するためには、成分登録とMSDS(物質安全保健資料)の提出が不可欠です。これらの基準は、現場の安全性と製品の信頼性を同時に確保するための最小限の約束事といえます。
作業者安全および保管管理ポイント
ラミネート接着剤を使用する際は、取扱者保護具を必ず備える必要があります。NBR(ニトリルゴム)材質の手袋、保護眼鏡、防塵マスクを基本として着用し、換気システムは作業中ずっと稼働させておくのが望ましいです。保管の際は保管条件の推奨事項を守り、5–30 °Cの涼しい場所に置き、直射日光を避けて密폐容器に収めてください。使用期限の管理も重要で、未開封状態では6–12ヶ月、開封後は1ヶ月以内に使用しなければ性能が低下しません。
廃棄および環境配慮チェックリスト
- 残った溶液は中和処理後、指定廃棄物として委託排出してください。
- 包装材は廃棄およびリサイクル指針に従って分別回収してください。
- REACH、RoHSなどの環境認証を取得した製品を優先的に選択してください。
- 複数の製品を比較する際は、無毒性オプションの比較を通じてVOCと有害物質の低減程度を確認してください。
- 現場の工程を変更する際は、VOC低減製品の標準を文書としてまとめ、全工程に適用してください。
このように安全と環境管理まで配慮すれば、ラミネート接着剤を安定的に活用しながらも、持続可能な生産体系を構築することができます。
ラミネート接着剤に対する歯科王の意見
ラミネート接着力の核心は、セラミックと歯の間の調和のとれた界面形成にあります。硬いエナメル質ではエッチングとシラン処理によって優れた結合を確保できますが、象牙質が露出した場合には、水分調節と接着剤の選択が予後を左右します。結局、それぞれの歯質状態に合ったシステムと手順を選択することが、安定した長期維持の出発点です。
施術段階では、酸処理時間と表面乾燥、ボンディング剤の塗布厚を細かく管理することが重要です。セルフエッチング、トータルエッチングなどシステム別の特性を理解し、レジンセメントの色調と重合方式を症例に応じて使い分けることで、変色や脱離のリスクを減らすことができます。
装置ごとに光重合の強度や噴射圧力が異なるため、同一のプロトコルであっても結果が異なる場合があります。そのため、施術環境を標準化する努力が必要です。また、脱離が繰り返される場合は、再装着よりも製作条件や咬合関係を併せて検討することが、長期的な安定に役立ちます。
結局、接着剤の品質より重要なのは、歯質状態の評価と作業変数の一貫性です。この点を体系的に管理すれば、ほとんどの接着失敗問題を予防できるでしょう。 長い文章を読んでいただき、ありがとうございます。
よくある質問
ラミネート接着剤を選択する際、最も重要な基準は何ですか?
ラミネート接着剤を選ぶ際は、用途、素材、作業環境の3点をまず考慮すべきです。例えば、包装用であれば水性型やUV硬化タイプが適しており、高温環境下では熱硬化型2液性樹脂が安定しています。また、硬化時間、耐熱性グレード、VOC排出レベルを併せて比較することで、工程効率と環境基準の両方を満たすことができます。
産業用ラミネート接着剤の耐久性はどのように評価しますか?
耐久性の評価はASTMおよびISOの試験法に基づいて行われます。代表的なものとして、180°剥離試験(ASTM D903)や耐水性評価を通じて接合強度と耐湿性を検証し、加速老化試験で長期安定性を確認します。通常、剥離強度が初期値に対して80%以上維持され、変色やひび割れがなければ合格基準を満たしたものとみなされます。
作業中、ラミネート接着剤の品質を維持するためには、どのような点に注意すべきですか?
品質を維持するには、表面の前処理と温湿度管理が不可欠です。塗布前に表面の汚染を除去し、42 dyne/cm以上の表面エネルギーを確保する必要があります。粘度は2,000〜6,000 mPa・sの範囲を維持し、温度を25〜40°Cで調節すれば硬化が安定します。また、作業中は換気を維持し、保護具を着用することで、安全性と品質の両方を確保できます。